




実験結果
1.加熱方法の違いによるボイド発生量について
リフローの加熱方法によるボイド発生量について、遠赤リフローで加熱したほうが、発生量が少ないことが確認できた。また、遠赤リフローは、PbF用クリームはんだ(はんだ種B・C)による発生量に大差がない。
しかし、エアリフローは、はんだの種類によってボイドの発生量が大きく違うので、クリームはんだを複数保有したり、新しいクリームはんだを採用する時に、ボイド発生量が大きく異なる可能性がある。
2.下部ヒータを利用したボイド削減実験について
下部ヒータを利用すると、ボイド発生量が減少することが分かった。測定した温度プロファイルを確認すると、遠赤リフローのプリヒート時間の温度上昇が早いので、フラックスに含まれる溶剤を気化するための熱量が確保しやすいことが分かった(図2)。
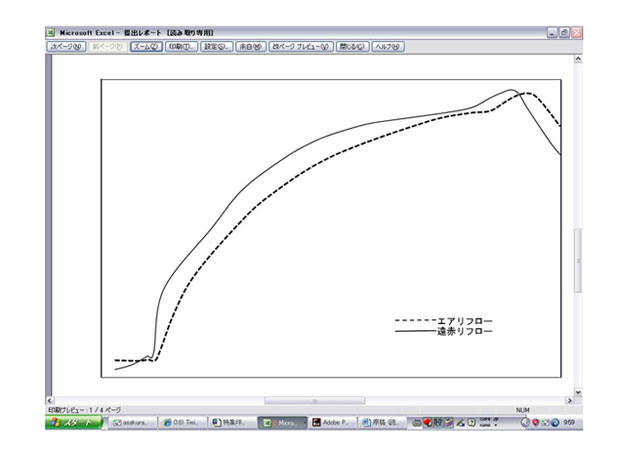
図2 プロファイル波形(イメージ)
最大温度は、遠赤リフローの場合、上昇幅がゆるやかだが、エアリフローの場合は大きく変化することが分かった。
考察
今回の実験の結果だけでは結論は出せないが、大型部品とプリント基板の間にあるパッドは、熱量が不足しやすく、フラックスに含まれる溶剤が十分に気化せずにボイドを発生させている可能性があることが分かった。また、そのボイドの発生量を減少させるためには、加熱方法に関係なく、下部ヒータの温度を上昇させることが有効であることも確認できた。
大型部品とプリント基板の間にあるパッドのはんだ付け時間を推奨規格内にするとボイドが減少するが、エアリフローの場合は他の面実装部品のはんだ付け条件が悪くなってしまう可能性がある。遠赤リフローの場合は、最大温度をある程度抑えた温度条件で、大型部品とプリント基板の間にあるパッドに熱を供給しやすいので、特に多層基板や板厚が厚い基板や、今後需要が拡大すると予想されるプリント基板の内層に電子部品を埋め込んだ基板を生産するときにより有効ではないか、と考えている。
なお今回の検証実験は、実装技術アドバイザーの河合一男氏と共同で実施した。
当社では今後もさらに同様の実験を続けていく予定である。そしてその実験によって得られた結果については本誌において紹介していきたいと考えている。
- 会社名
- (株)坪田測器
- 所在地







-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社




