



はじめに
プリント配線板産業はトランジスタ誕生とほぼ同時期に生まれ、半導体産業と並行して急成長を遂げてきた。プリント配線板の構造や製法はこの間にさまざまに進化してきたが、その進化を牽引してきたのは、集積回路(IC)の急速な技術進歩と低価格化、および、それによってもたらされた巨大な電子機器マーケットである。
プリント配線板の第一の役割は、ICから出る高密度の配線をファンアウトすることである。最近まで、プリント配線板の技術開発は年々すすむIC高集積化に対応するため、ひたすら配線の高密度化とコストダウンに向けられてきたといえよう。
しかし、電子機器の用途がデジタル放送、インターネット、モバイル、車、照明と広がるにつれて、プリント配線板には単に『高密度で端子間を接続する』以外のさまざまな特性が要求されるようになってきた。
半導体産業でも多様化が大きな課題となってきた。半導体は大規模な装置産業であり、製品の設計・開発期間が長く、開発コストがかかるので、少品種の大量生産でこそ低コスト生産が可能になる。しかし、トランジスタ数何億個ものLSIを作れる能力を活かせる大量生産用途は、CPUとメモリ以外にあまりないのである。こうして半導体産業には多様な、しかし量的にはあまり多くない用途に向けたモノリシック製法以外の柔軟性の高い製法が求められるようになった。
本稿では、プリント配線板の高密度化と多様化で最近注目されているいくつかのテーマを取り上げ、その背景と今後について見ていきたい。
ビルドアップ配線板
ICチップのトランジスタ集積度が上がり、内蔵する機能が増大するにつれてチップを出入りする配線の数(端子数)も増大していく。端子数の増加はトランジスタ数増加の0.5?0.75乗に比例するとされる(レントの法則)。これに似た関係は、都市の規模が大きくなるにつれて、都市に出入りする橋の数、鉄道本数の増加にもみられるであろう。しかしICチップの場合、その大きさには限界がある(というより、半導体はチップを小さくできるから安価に作ることができる)ので、集積度が上がると必然的に半導体のデザインルールは縮小していき、端子ピッチは小さくなっていく。小さいICチップから出る多数の配線を第一段目で受け止めてさばき、配線ピッチを広げて、次段のプリント配線板(マザーボード)に受け渡す役目を担うのがモジュール基板である。モジュール基板はインタポーザ、サブストレートあるいはパッケージ基板とも呼ばれる。ICの増大する出入り配線をさばくためには、モジュール基板、マザーボードとも配線収容能力も高める必要がある。
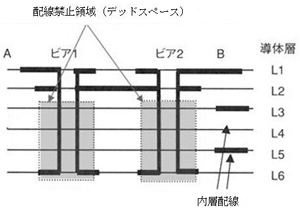
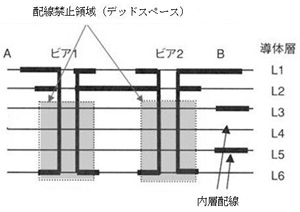
図1 スルービアによってできる配線禁止領域
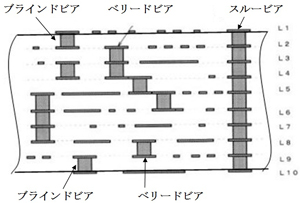
図2 ビルドアップ配線板
プリント配線板の従来製法において、配線の収容能力を増加させる手段は、①デザインルール縮小(パターンのファイン化と穴の小径化)と、②多層化、であった。しかし、従来製法のまま、このアプローチで配線層を数十層に増やしていっても、配線収容能力をあまり高めることができなかった。その原因はスルービア(貫通ビア)にある。スルービアは多層板の全層を貫通するので、ビア接続に関係のない層にもビア穴があき、その穴の周りに配線を通せないデッドスペース(配線禁止領域)をつくってしまうからである(図1)。
そこで開発されたのが、層間接続に直接かかわる層の間だけにビアを形成するブラインドビア(行き止まりのビア)、ベリードビア(埋め込みビア)である(図2)。ビルドアップ配線のアイデアは古いが、ブラインドビア、ベリードビアのうまい形成法がなかったために、ハイエンドコンピュータ向け以外にはほとんど実用されなかったが、レーザビアやフォトビア加工技術が開発されてから一気に普及が進んだ。レーザビアはビア穴をレーザビームのエネルギーで加工し、めっきまたは導電ペーストで穴を埋めたビアであり、フォトビアは層間絶縁層を感光性樹脂で形成し、露光・現像によりビア穴を形成したビアである。この場合、ビア穴は通常電解めっきされる。どちらの加工法とも原理的に穴の加工を板の中間、ビア接続する下の層(ボトム層)で止められる特徴があり、ブラインドビアの形成に都合がよいのである。ドリルビットを用いる機械的な穴加工ではビットは板を突き抜けるので、ブラインドビアの加工はむずかしい。 ビルドアップ配線の呼称は、導体層、絶縁層を1層ずつ積み重ねていく製法(逐次積層)に由来しているが、重要なのはブラインドビア、ベリードビアの構造を有するプリント配線板ということである。したがって製法は逐次積層に限られない。ビルドアップ構造を有するプリント配線板の製法には、
①絶縁材料の種類(感光性樹脂、熱硬化性樹脂、熱可塑性 樹脂、樹脂付銅箔)
②ビア穴の形成法(レーザ、フォト)
③ビアの導通法(無電解めっき、電解めっき、導電ペースト)
④積層法(コア+ビルドアップ、全層ビルドアップ、一括積層)
など多様な要素技術があり、これらを組み合わせたさまざまなビルドアップ配線板プロセスが開発された。それぞれ長短があるので、おのおののニッチ(得意分野)で共存している。有機プリント配線板で最初のビルドアップ製法となったSLC法(日本IBM)、世界的に認知されているALIVH法(パナソニック)やB2it法(東芝)はいずれも日本発である。
なお、ブラインドビア、ベリードビアの総称としてIVH(Interstitial Via Hole)が使われることがある。また、ブラインドビア、ベリードビアを含む高密度配線板をHDI(High Density Interconnect)と称することがあるが、その定義は明確ではない。
ビルドアップ配線板技術はブラインドビア、ベリードビア形成を中心にしつつ、さらなる多様化が進展すると予想される。
高速、高周波への対応
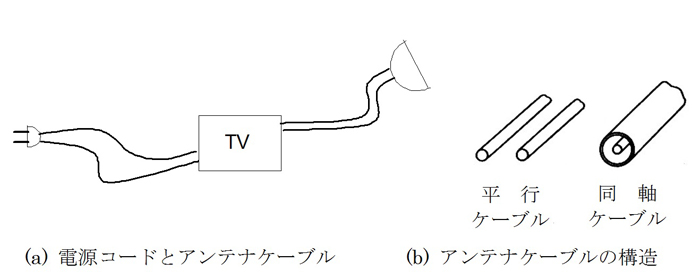
図3 電源コードとアンテナケーブル
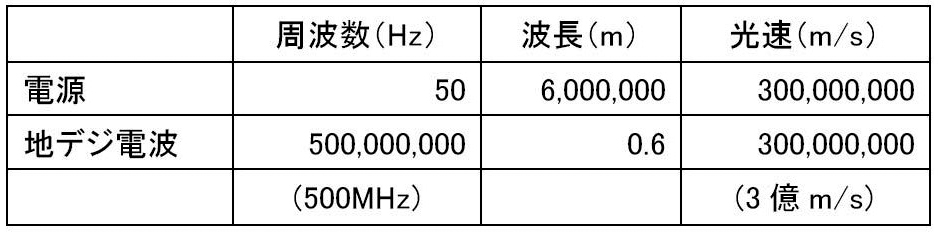
表1 電源と地デジ電波の周波数と波長
家庭でテレビを受信するとき、電源コードをコンセントに差し込み、アンテナケーブルをアンテナに接続する。その場合、電源コードは図3に示すように2本の線がばらけていても問題ないのに、アンテナとの接続には同軸ケーブルを使わなければならない。
どちらも2本の電線なのにどうしてこんな差が出てくるのか。それは扱う周波数に、けた違いの差があるからである。電源の周波数は50Hz(関東)か60Hz(関西)であるが、地デジの周波数は500MHzで電源周波数の1千万倍も高い周波数を使っている(表1)。PCは地デジと同程度、あるいはその数倍の高速で動作している。このような高速信号が往復2本の電線を流れるとき、低周波の場合と事情が異なってくるのはなぜか。それは、高周波では低周波で問題にならなかった電線中の微小なインダクタンス(コイル成分)や電線間のキャパシタンス(コンデンサ成分)が信号伝送に大きな影響を及ぼすようになるからである。
表1中にある、50Hzの商用電源の波長が6千キロということは、数百キロ離れていても電圧の位相はほとんど同じ(東京で電圧の位相が山の時刻、電源系統がつながっている札幌でも位相は山)ということである。地デジの場合はどうか。波長は60センチとなるが、これは電波が30センチ離れると山が谷になっているということである。なお、電線を伝わる信号も光の速度で進むが、絶縁物質(誘電率ε)中を伝わる信号の速さは光速より若干遅く、その1/ ε となる(ガラスエポキシの場合、εは5程度であるから、信号伝播速度は光速の約半分となる)。
- 会社名
- 小林技術事務所
- 所在地



-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
アレムコの導電性/熱伝導性接着剤,コーティング材,グリースのことなら(株)エス・エス・アイ株式会社エス・エスアイ
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
SEMICON Japan 2023 2023年12月13日(水)〜15日(金)の3日間、東京ビッグサイトにおいて、半導体を中心としたマイクロエレクトロニクスの製造を支える装置/材料産業の総合イベントであるSEMICON Japan 2023が開催された。Gichoビジネスコミュニケーションズ株式会社





