




2.RO(Reverse Osmosis)装置の導入
(1)用水
山形工場では2004年度からはRO装置(後述)を導入しており、使用水の一部を地下水のRO処理水に変更して水道水の使用量を削減した。その結果、水道使用量230円/tに対して、地下水を使用したRO水は100円/tで製造可能となったことから、必然的に用水単価が減少した。
また、地下水は水道水よりも原価が安く、経費削減の効果があることに加えて、水道水よりも電気伝導度が低く純水に近いため、RO水使用によって製品の品質も向上している。ただ問題点としては、RO水は、長期保存の水槽などではかびが発生してしまい、使用できない点などが挙げられる。つまり、塩素が入っている水道水のように長期保存はできないのである。
(2)RO装置の概要(図3)
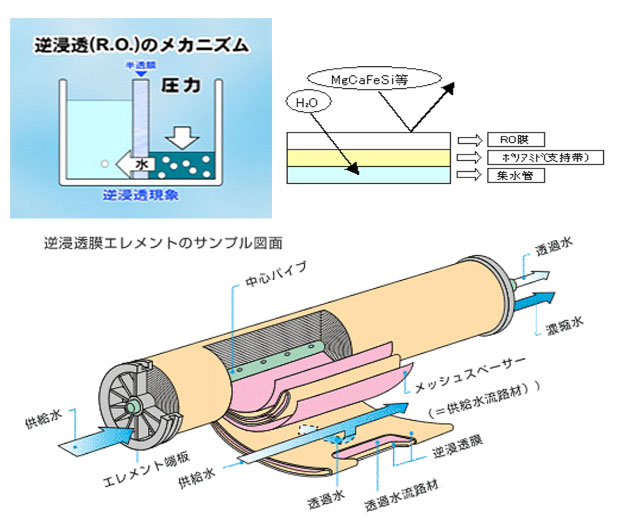
図3 RO装置の概要
RO装置は、原水を高圧ポンプにてRO膜装置に送り、逆浸透膜を通過させることによって原水中のイオンやコロイド物質を効率よく分離し、安定した水質を連続的に供給する、という装置である。
RO装置には、
①連続採水が可能である
②高圧ポンプと逆浸透膜のシンプルな構成である
③製造分野で空調や各工程洗浄用水として広い用途 に利用できる
といった特徴がある。
装置の原理としては、高圧ホンプ圧力20kg/cm2で原水を供給し、H2Oだけが膜を浸透し、Mg、Ca、Feなどの金属イオンは濃縮水として排出されるという機構になっている。
山形工場の井戸水を処理した結果、試運転時では脱塩率が99%と高く、電気伝導度は4μS/cmと純水に近い状態だったが、連続使用による膜のつまりがあり、通常では電気伝導度は25?35μS/cmで工場に送り、水道水の電気伝導度80μS/cmよりかなり純水に近い水として使用している。また、水道水に比べてRO水は残留塩素が低いため、製品の最終工程での水洗水として利用できるといった点で製品の品質向上に貢献しているのである。
(3)濃厚廃酸内部処理施設の導入と効果
2006年度までは、過水硫酸系の濃厚廃酸については処理業者に依頼し処理していたが、2007年度に内部処理施設を導入してコストを削減している(図4)。この施設は2007年12月に立ち上げ試運転を行い、その結果、廃酸廃液量は2002年度の原単位が3.67kg/m2だったのに対して、2008年度の原単位は0.11kg/m2となり、97%の大幅な削減を実現した。また、内部処理の結果発生した汚泥は、銅濃度が40%と高いため、廃棄物でなく有価物として売却をしている。これについても、技術移転として水平展開を進め、2008年に宮城工場にも導入した。
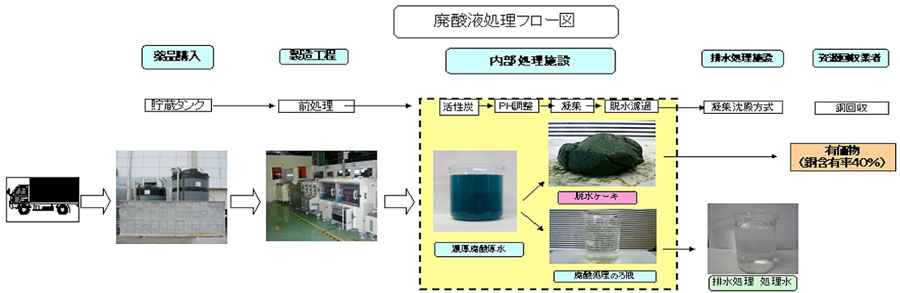
図4 濃厚廃酸処理フロー図
- 会社名
- (株)山形メイコー
- 所在地







-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社




