


テクニカルレポート
2014.05.09

鉛フリーはんだ付け実験レポート
実装技術アドバイザー
2.フローのスル—ホール上がり
フローにおけるスル—ホール上がりは、基本的にはフロー槽の基板搬送角度からくる問題である。搬送角度は3°以下、できれば水平搬送が理想的である。
鉛フリーはんだになってからすべてのメーカーの装置の基板搬送角度が5°に固定されている。この搬送角度が大きいと基板とはんだ槽のはんだの接触面積(時間)が小さくこて先形状でも示したように、基板側へ伝わる熱量が少なく熱不足を起す。そのため、はんだ槽の温度を上げて補っているが、フラックスは、はんだの温度によって流されてしまい、その大半の効果を1次槽で喪失してしまう。はんだ付けにおける温度管理は、基板側の温度を管理すべきであって、はんだ槽やこて先の温度ではない。
フラックスの塗布と効果が確実であれば、フローにおける大半の問題は供給熱量と時間で対応できる。チップ部品が少ない場合や配列に問題がない場合は、1次槽は必要なく、2次槽のみでのはんだ付けの方がコントロールしやすく、不良を抑えることが可能である。

図13 パレットが原因のフィレット異状
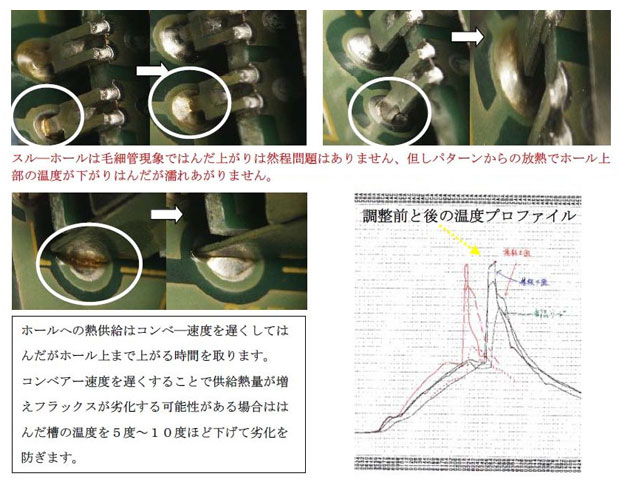
図14
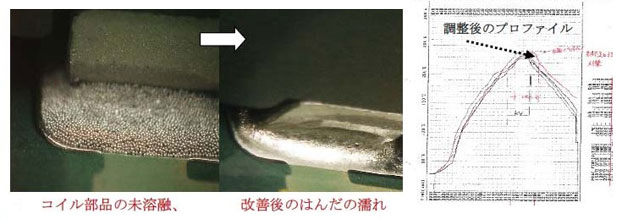
図15
リフローではフラックスの劣化が問題となる。下部ヒータの温度を上げて、上部ヒータによる部品やフラックスへの熱影響を抑えるが、不足する場合は上部ヒータのトップ温度を上げ、その分、プリヒートの熱量を抑えるためにコンベア速度を上げて、フラックスの劣化を抑える。
はんだ付け時の熱量のコントロール方法はいろいろあるが、量産現場の状態を考慮すると、可能な限り、コンベア速度のみを調整する方法をとったほうが、安全で簡単である。また、この方法では、基板のサイズが多少異なってもコンベア幅と速度の調整で多機種を流すことができるので、リフローでの生産効率の改善にもつながる。
- 会社名
- 実装技術アドバイザー
- 所在地







-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社




