



2. フラックスの熱反応特性とはんだ印刷
はんだメーカーの対応は、はんだの溶融時にガスの発生を抑えるために耐熱性の高いフラックス(溶剤)を多くしたり、強い活性剤で溶融はんだの熱対流を強化する方向で対応している。フラックスの耐熱性を高くすることで、ぬれ性への影響対策として長いプリヒートやリフロー部を長目に取って強制的にガスをフィレットから放出させているが、これはコネクタなどの比較的細いリードでは効果が見られるものの、パワー半導体のような接合部の面積の広い部品などでは逆効果になる。ぬれ性確保のため強い活性剤や活性剤の量を多くするが、はんだの仕様書ではハロゲン系の活性剤が少なくても有機酸系活性剤を補助的に加えている(量的には表示していない)ので、マイグレーションなどの品質の確認が必要である。実際に無洗浄タイプのはんだを銅板にリフローし室内放置1年半後に強い変色を示したものがあった。
●対策事例(図 2)
① 耐熱性の高いフラックス(樹脂+溶剤)
強い活性剤ではんだの流動性を強化し、ガスを強制的にフィレット外へ放出する。コネクタなど細いリードや小さな部品には有効である。
② 熱反応特性の速いフラックス
プリヒートのコンパクトな温度プロファイルではんだの流動性が失われる前に、はんだ付けを終える。薄い基板にも有効で広く対応でき、接合品質的にも良い。
.png)
図2
3. はんだの印刷方法
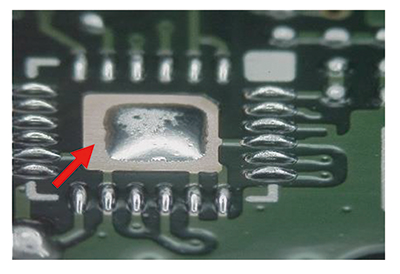
(1)...はんだのフラックスを少なくするとガス化が少なくなるが、ぬれ性に影響するので対応としては部品下のはんだの印刷厚を薄くする。特にQFNなどのリードレス部品では効果が 見られる。 QFNでは印刷量を少なくしてもリード下に厚く印刷されてい るとガスの逃げ道がないので、効果は少ない(図 3)。
.png)
図3
(2)...ランド面積の7割から8割程度のベタ印刷することでフラックス残渣は印刷されていないランド部に流れ出て、フィレット内部のボイドが削減できる。
特に、部品したのはんだの厚みはボイドの発生に影響を与えるのでマスク厚を薄くするとよい。マスクを薄くすると、他の部品のはんだ量も少なくなるので他の部品リード部はラン ド面積より広く(100%以上)印刷することで、量を確保する(図4)。
.png)
図4
リフロー炉の操作は下部ヒーターを高目に設定し短いプリヒートでフラックスを劣化させない(図5)。
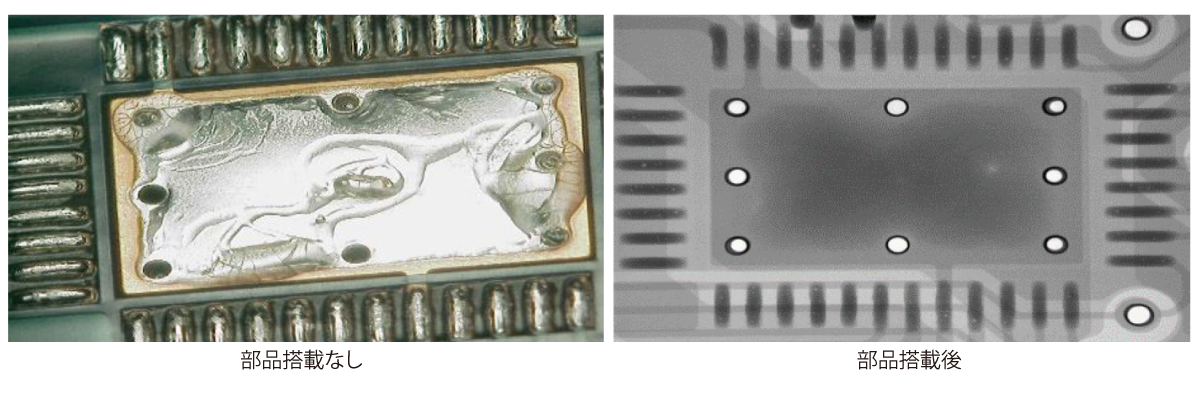
図5
- 会社名
- 実装技術アドバイザー
- 所在地







-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社




