



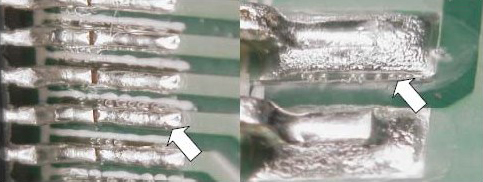
図7?図10は、自動外観検査機、または目視ですべて合格品として判定されながらも、市場に出てから問題になっている実装品で、外観上は通常良品と判定されているレベルである。

図7:すべて良品と判定されたはんだ付け状態であるが、プリヒートの調整でフィレット光沢が変化している。

図8:外観観察で良品とされ出荷されている製品であるが、市場で故障の多い製品。ボイドが多く見られる。

図9:外観観察ではフラックス残渣の荒れとフィレット光沢がなく、X観察ではボイドが多く見られる。
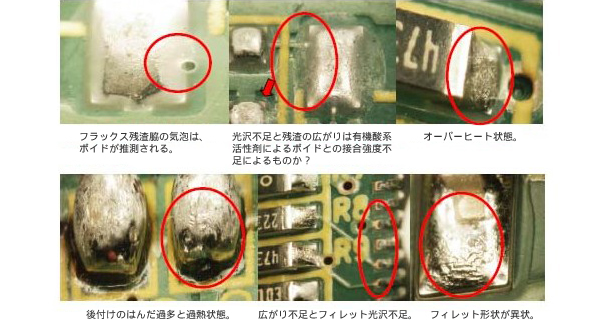
図10
現場はこの状態でラインを止めて、確認・検証と実装条件の見直しをする方が、結果として生産性とコストメリットが得られる。
問題は、絶えず新しい作業員に教育し続けなければならないという点であろうが、これについては、拡大(マイクロスコープで100?250倍程度)の静止画は動画を蓄積し用いるようにすれば理解も簡単であるだろうと思う。特に、動画によって観察方法と観察ポイントを教えることで、不良率も短期間で改善することが可能となる。
発注元や国内の技術者が刻々と変わる海外工場の現場の変化を把握することは難しく、現場から正しい情報を発信させる必要があるが、このような場合に、ただ単に写真や数値のみ報告させても問題はなかなか見えてこない。
図11、図12も、外観観察では良品と判定されたものだが、界面の接合不良を起している。長いプリヒートでフラックスが劣化した後では十分な接合界面が得られない。溶剤の耐熱性を上げても活性剤自体の耐熱性が改善されていなければフラックスの劣化は抑えられず、接合界面の強度は保証されない。ただし、はんだは流動性が失われているが溶けてある程度広がり、見掛けとしてはぬれているように見えるものである。しかし、流動性が失われた状態ではんだが溶けると、発生したガスがフィレット内部から放出されず、ボイドとして残って接合強度に影響する。
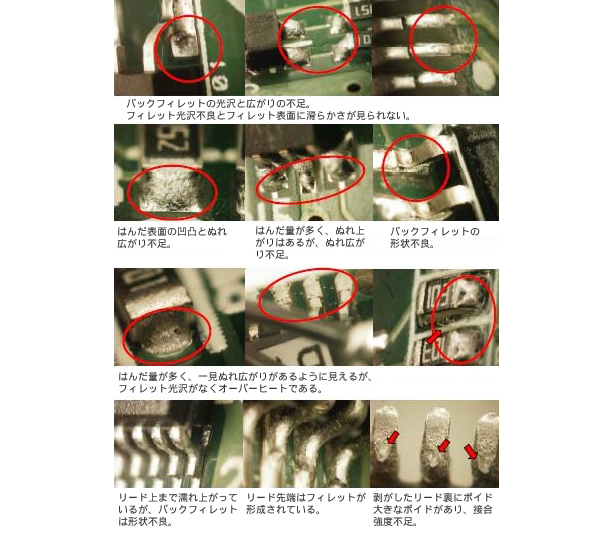
図11

図12
- 会社名
- 実装技術アドバイザー
- 所在地







-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社




