■ 下流から上流への管理技術の確立を
鉛フリーはんだへの切り替えが行われる前は、東南アジアや中国・台湾のローカル工場を見る機会が多くあった。
当時は現在ほど技術レベルは高くなかったものの、求めるコストも品質も今ほど厳しくなかったこと、また、使われていたのがまだ鉛はんだであったということもあって、マニュアルに基づく製造管理であってもそこそこの製品ができていた。また、日本人の技術者も、現場での指導も、今と比べるとかなり充実した状況であった。
しかし、鉛フリーはんだが使われるようになってからは、コストがらみで品質上の問題が目立つようになっている。また特に大手などでは人事異動があることなどもあって、量産現場での経験者が不足し、海外で製造した製品の良否の有無を即断できる担当者がおらず、大半は自動検査機任せの判断になっている、というケースも見受けられる。
このような状況では、いざトラブルが起こった時には判断ができない。たとえば不良解析も普段から良品の解析を行っていなければ現物を見てもその善し悪しの程度が判らないものである。外部へ解析を依頼するということもケースとしてよく見受けられるが、これについても、解析で終わってしまって実際の量産現場での現実的な対策まで行き着いていないことが多いようである。
特に国内に量産現場がない企業や海外のローカル工場に製造を委託している場合は、発注元に良否の判定のできる経験者がほとんどいないか、あるいは忙しすぎて個々の問題に対応している時間がなかなかとれない、ということがあるようだ。
日系や欧米企業と取り引きのある大手などの工場の設備は、日本国内よりも高価なラインの存在をアピールしているところもあるが、管理も同様の規格を取り入れているため、問題が起こってもメールのやり取りでは判りづらく、日本的な感覚で現場に入っても判らないというケースがよく見られる。
現在のマニュアルの多くは、製造の上流からの管理がメインとなって、順次、下流に移っている。しかし、コストの問題から絶えず変わっていく大元となる基板や部品の品質が考慮されていないので、時間の経過と共に品質劣化の問題が起こってしまうのである。
量産現場では、このような上流からの管理技術の他に、下流から上流への管理技術がさらに必要になっている。つまり、製品のでき上がりからライン上の問題を調整していく方法で、製造ラインの現場で良否の判定を即断することができる担当者を養成し、即応するのである。問題が起こってから対応しなければならない品質管理や、生産技術に責任や負担をかけるようでは、市場での大量のリコールといった不測の事態には対応することができない。言うまでもなく、問題が起こる前にあらかじめ対処する必要がある。
ローカル工場を指導していると、最初に現状の基板を診てから温度プロファイルの調整をはじめるものであるが、温度を調整している間にも、ラインは止めずに、調整中の温度プロファイルのまま流れている、というケースがよく見られる。
最終調整の確認を終えてから基板を流すように指導していても、納期の関係から止められない、という理由からであろうが、いずれも現状より改善しているとのことで未確定のまま後工程に流しているところもある。
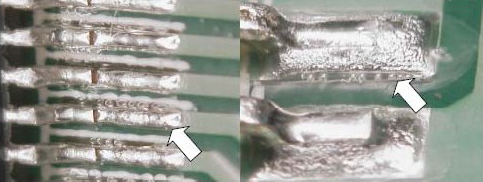
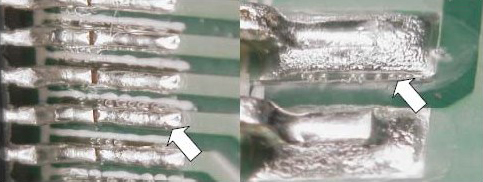
図1:フラックス残渣内に気泡がありフィレット表面が波打った状態。フィレット表面に光沢がないが、鉛フリーでは光沢ないのが通常と思われている。
ローカル工場には実態顕微鏡がラインにないところが多く、ほとんどは拡大鏡による目視検査で、かつ検査要員も絶えず変わるなどといった状況もあって、良否の判定基準は単に、はんだ量やフィレット形状のみで判断していると、いったところもある。
図1の写真に示した状態には、接合強度とボイドの問題が内在している。長いプリヒートによってフラックスが劣化して熱反応が悪くなり、溶融はんだとフラックスの流動性が失われてフィレット光沢と表面の滑らかさがなく、フィレット先端が盛り上がっているのである。
パターンが繋がっているはんだ付け部は、パターンから基板に熱が逃げ、冷却が速くなる。フィレット光沢は鉛フリーはんだでもよくなる(図2中央)。
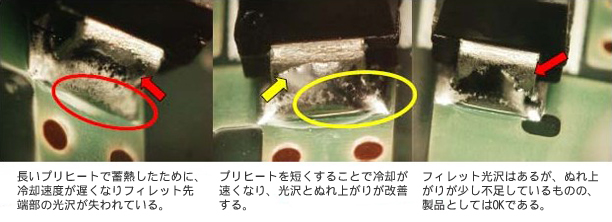
図2
図3の右端の写真は、リードめっきの特性によってはんだがぬれ上がらないが、サイドフィレットは一応できている。ただし、バックフィレットはランド設計が不適切でいささか小さすぎるので、ランドをより部品内側にずらす必要がある。また、温度プロファイルが不適切であれば、基板の流し方向に(写真の矢印側に)ずれている可能性もあるので、反対側のランドとリードの状態を確認する必要がある。
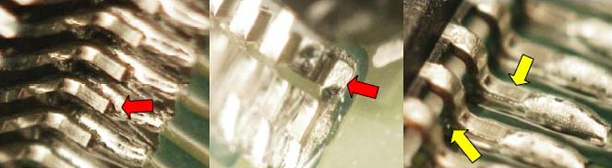
図3:部品のリードめっきにより、はんだがぬれ上がらない。良否はバックとサイドフィレットで判断する。
- 会社名
- 実装技術アドバイザー
- 所在地



.gif)



-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社