


テクニカルレポート
2014.05.09

鉛フリーはんだ付け実験レポート
実装技術アドバイザー
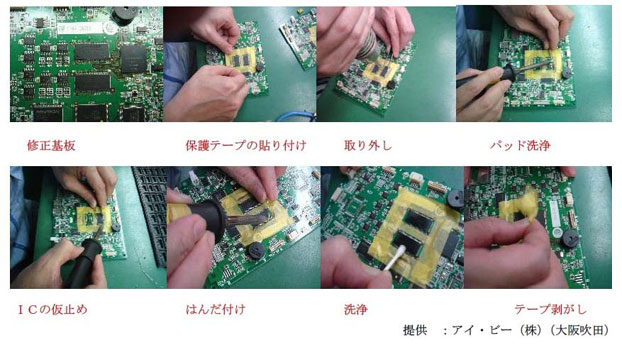
1.後付け修正
はんだ付けの基本は、フラックスを劣化させずにはんだを溶かす、または溶けたはんだを供給することにある。その作業手順は、まず先にフラックスを供給し、後からはんだを供給することになる。
1.ステンレスのはんだ付け手順
通常、ステンレスははんだ付けができないとされてきたが、フッ素系の活性剤を用いることで可能となる。ステンレスのはんだ付けの条件としては、
①フッ素系活性剤の使用
②鋏はんだの使用
(1)通常のはんだ付け手順(こてを先に当ててから、はんだを供給する)(図1)
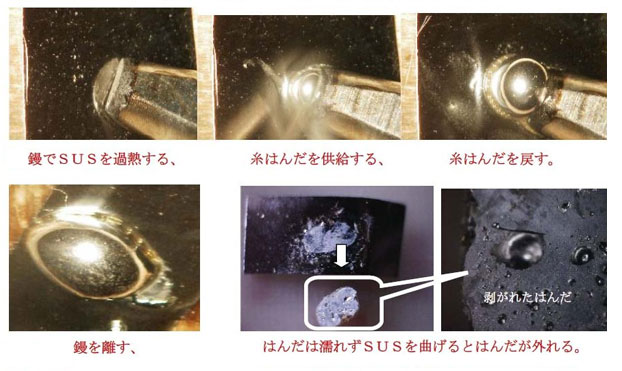 図1
図1
フラックスの役割の一つは、部品リード面や基板ランド面の酸化物を除去することにあるが、先にこて先でSUSを温めると、表面の酸化が進み、フッ素系活性剤でも酸化物を除去することはできない。
外観観察ではぬれているように見えても、SUSを曲げるとはんだは外れる。また、高温のこて先ではフラックスの劣化が早く、はんだの流動性が失われ、フィレット内部にボイドが発生しやすいので注意が必要である。特に、耐熱性の高いフラックスでは気化のタイミングが遅れてフィレット内部に取り残されてしまい、ボイドになる恐れがある(図2)。
 図2
図2
(2)鋏はんだ(はんだを先に供給してその上からこてを当てる)(図3)
 図3
図3
本来、はんだ付けが難しいといわれるSUSのはんだ付け手順が本来のはんだ付け手順になる。流れ出たフラックスがランドやリード表面を覆い、酸素を遮断する。フラックスが本来N2の役割をはたしている。
- 会社名
- 実装技術アドバイザー
- 所在地







-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社




