



ノズル温度の設定と溶融プロセス
はんだ付けのメカニズムは他の工法と同じである。
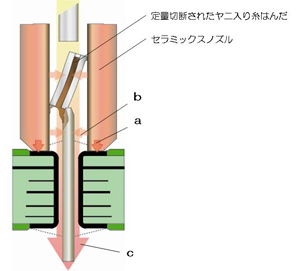
母材を300℃以下まで予熱し、フラックスを活性化させ母材を十分にぬらした後、はんだ温度が280℃位までに上昇させるための条件(ノズル温度+予熱・加熱時間)設定がポイントである。本工法は切断したはんだや端子ピンに直接ノズルに押し当てるものではない。図3に、温度プロファイルを示す。
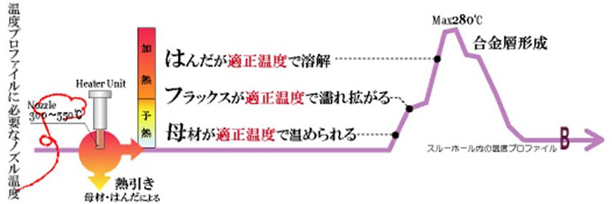
図3 温度プロファイル
間接的に(輻射熱及び一部ノズル内壁に接触)はんだを加熱している。ランドへの予熱はノズルを押しあてて直接伝熱していく(図4)。(また0.1mm位浮かせる非接触はんだ付けも可能である(図5))
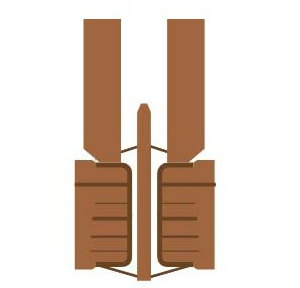
図4 押付はんだ付け
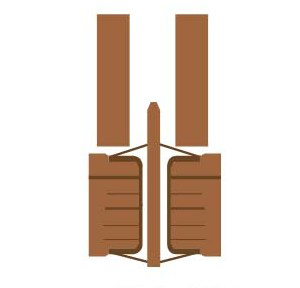
図5 非接触はんだ付け
ノズル内温度は、母材に熱を奪われ温度降下が起こる。この熱引きによる温度降下を見越した上で、はんだ溶融に適したノズル温度や時間(図3)を決定することがはんだ条件設定のポイント。ノズル温度は一般的には310?480℃で使用される(熱引きが多いデバイス用にMax600℃まで温度を上げることができる)。
温度が高すぎたり、低すぎたりすれば従来の工法と同じようなレジスト焼けやリフトオフ、ボイド発生の原因になる。高すぎれば高すぎるほど、フラックスの不活性化がはじまり、高品質のはんだ付けはできなくなる。
『アクエリアス』にしかできないはんだ付け
円筒のこてを垂直に下す本工法は、従来、苦手とした基板上の狭小空間や壁際へのはんだ付けをいとも簡単にクリアすることができる。従来の工法でのはんだ付けではなく、『アクエリアス』だから可能な基板のダウンサイジングが可能となった。
以下に、多くいただいたご評価と実績の中から、『アクエリアス』が得意とする技を紹介する。
1.ぶち抜きはんだ付け(図6)
トリプル加熱で熱引きが大きい多層基板をぶち抜くことができる。スルーホールはんだ付けでのバックフィレット形成が可能で、電解コンデンサ・トロイダルコア・トランス・抵抗などの後付け異形部品の端子へのはんだ付けに最適。
2. 壁際はんだ付け(図7)
樹脂ケースに入った基板、壁際のはんだ付けも得意としている。ノズル温度450℃ はんだ時間5秒1mm離れた樹脂の上昇温度は60℃でした。
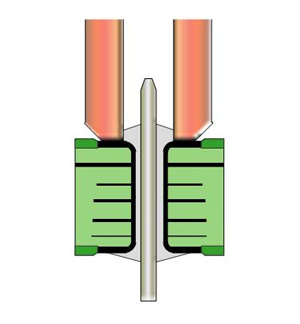
図6 ぶち抜きはんだ付け
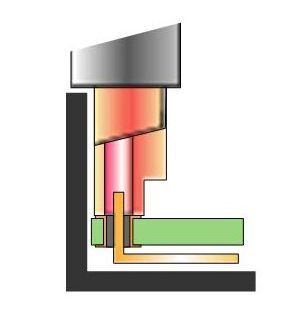
図7 壁際はんだ付け
- 会社名
- (株)PARAT
- 所在地







-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社




