




③新機能の説明
(1) 基本原理の概要
従来の加熱窒素(N2)による熱風の予熱に加え、誘導加熱(IH)による予熱機能を併用できるようにした。セレクティブはんだ付けに誘導加熱式を追加することで、局所加熱のはんだ付けの弱点である熱容量の大きなランドや部品の熱不足を一気に解消した。なお、加熱窒素による噴流はんだの酸化、噴流ノズルの酸化、部品やランドの酸化を抑制する機能は継続される。
IH式の予熱は、Induction Pre-Heatingと称し、略して “IPH” と命名した。以降の説明でIH式予熱を“IPH”と記す。
構造は、従来の加熱窒素(N2)のフード部分に置き換えるように、噴流ノズルの周囲を取り囲む形で磁気コア(コイル内蔵)を配置し、部品とのクリアランスも確保しやすくした(図1、写真3)。
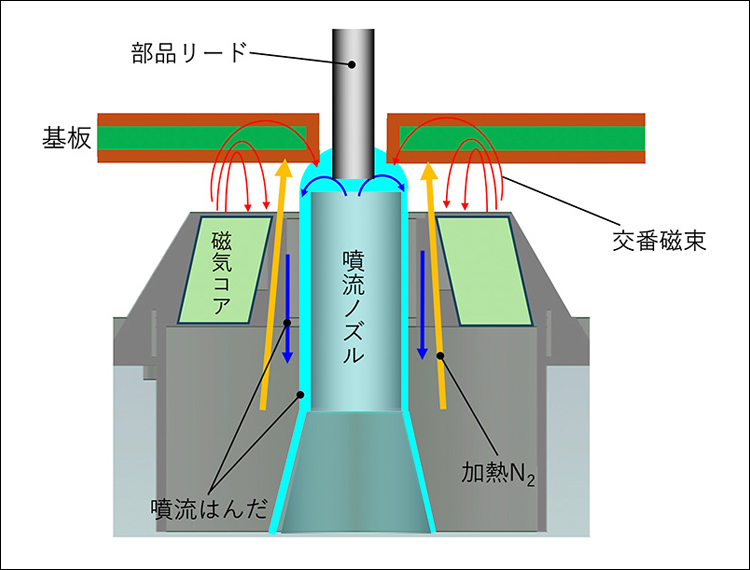
図1 IPHの断面構造図

写真3 IPHの実際の加熱ヘッド部
※中央がはんだ噴流ノズルで、周囲にIHコイルとコアを埋め込んでいる
(2) 特徴と利点
セレクティブフローのパイオニアとして、当社独自の各種ピールバック制御や多様な噴流ノズルにより高品質なはんだ付けを実現している。はんだ付けポイントごとにIPH機能のOn/Offを選択可能とし、熱容量が小さく従来条件で十分な個所にはOffすることができる。また、ワークや部位に応じてIPH出力を可変できるようにしたが、簡単な操作を目指すため、IPH出力設定は3段階の選択式とし、On時間の設定も可能にした。
熱容量の大きなパターンや部品を重点に加熱したく、一方で微細部品やパターンへのIPH加熱は不要である。要否に応じOn/Offの選択ができるが、大小部品の混載エリアなどを考慮し、可能な限り微細部への影響(不要な発熱や共振)を抑えるため、誘導加熱の周波数を比較的低めに抑えている。
(3) 効果確認
予熱方法の違いを従来の局所加熱窒素(N2)式、インライン機に採用の全面予熱(カーボンランプ式:中赤外線)と比較した。
写真4にサーモグラフィの比較図を示し、局所加熱窒素では、銅箔部が加熱されるが、銅箔のない基材部の方が高温になっている。全面加熱のカーボンランプ式では、銅箔部が低いことがわかる。IPHでは、基材より銅箔部が高温になっており、はんだ付けしたい個所が加熱されていることが明確にわかる。
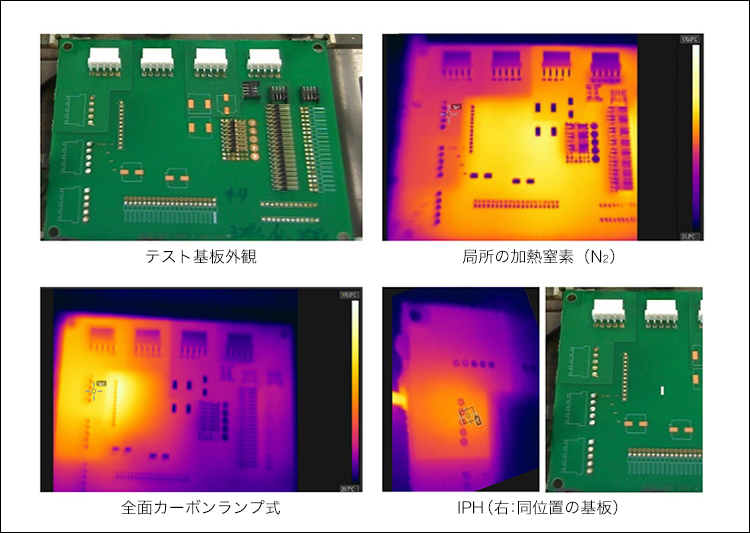
写真4 各種加熱方法の比較(サーモグラフィ)
温度分布では明確な違いが出たが、実際のはんだ付けでの効果はどうなっているか。
異なる熱容量をもつパターンを用意し、グランドパターンを大きくしたいわゆるベタパターンに貫通スルーホールを介した両面ベタ、片面ベタ(DIPはんだ面のみ、部品面のみ)、ベタなしの4種類でテストを行った。
図2及び図3に示すように、スルーホールアップの効果が見られた。ベタパターンがない場合、加熱不足にならず、はんだ面のみの場合は、噴流はんだによる伝熱加熱のために、熱不足を起こさず、大きな違いがなかった。この場合は、IPHをOffではんだ付けが可能である。
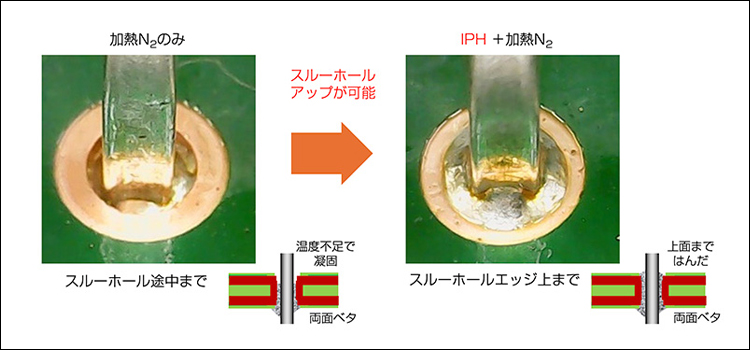
図2 従来加熱(加熱N2)とIPH併用での比較
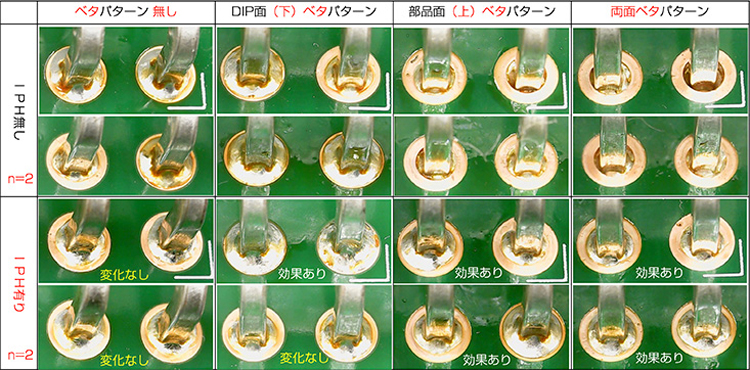
図3 4種類の基板パターンの比較
(4) 機能の具体的な使用方法
たとえば、コネクタの接合強度を上げるためランドを大きくし、アースパターンを大きくし電気特性を改善した。そうすると、はんだ付けに時間を掛けないとスルーホールにはんだが上がらなくなってしまった。生産効率改善や品質改善のために自動化したが、プリント基板や搭載部品の仕様によって効率悪化や品質及び信頼性悪化の懸念となる。このためIPHを使うことで本来の目的を達成しやすくなる。
操作方法は、従来の附属アプリケーションソフトによって、はんだ付け部位(ステップ)毎に、IPHの使用有無(On/Off)の選択とOn時の出力選択を行い、On時間を設定することで簡単に操作可能である(図4)。
IPH機能のない従来の生産プログラムデータは、IPH-Offの状態で引き継ぐことができるので、必要個所にIPH条件を追加することで、切り替え可能である。
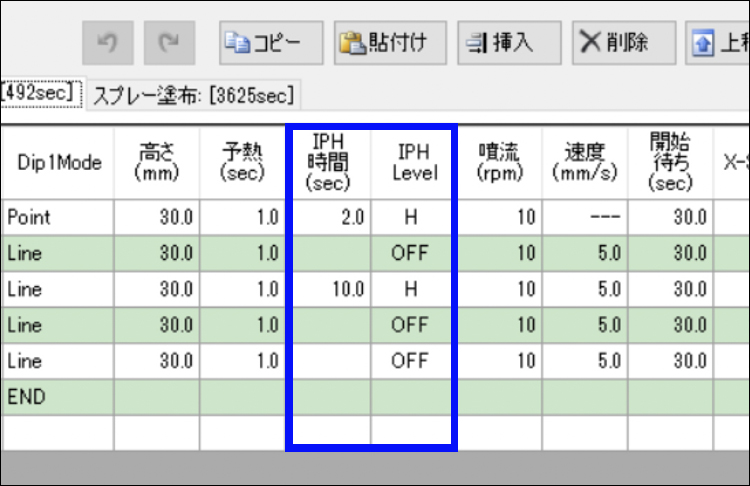
図4 操作・設定アプリ(抜粋) ※太枠内を追加
- 会社名
- (株)弘輝テック
- 所在地
- 埼玉県川越市芳野台2-8-40







-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社




