①はじめに
はんだ付け工法には、リフロー、フロー、はんだごてなどいくつかの種類がある。後付け工程では、手はんだ付けに始まり、ロボットなどの自動化が進んでいる。近年では、局所ディップ(セレクティブはんだ付け装置)が導入され、当社の主力製品である卓上型のタクロボやインライン型のSELBOⅡ/Ⅲが好評を得ている(写真1及び写真2)。

写真1 卓上型セレクティブフラクサ/はんだ付け装置
(左 : フラクサ ULTIMA-SPZ、 右 : はんだ槽 ULTIMA-TRZ)

写真2 インライン型セレクティブはんだ付け装置(SELBOⅢ)
(写真構成 : フラクサ、 プリヒータ、 はんだ槽2台)
各種はんだ付け工法にはそれぞれ異なる特徴があり、品質や生産性、コストなど多くの課題がある。各社はこれらの課題解決に取り組んでいる。当社では今回、主力製品の付加価値向上として、セレクティブはんだ付け装置に着目した。主な課題は表1の通りで、ここから改善を図る。
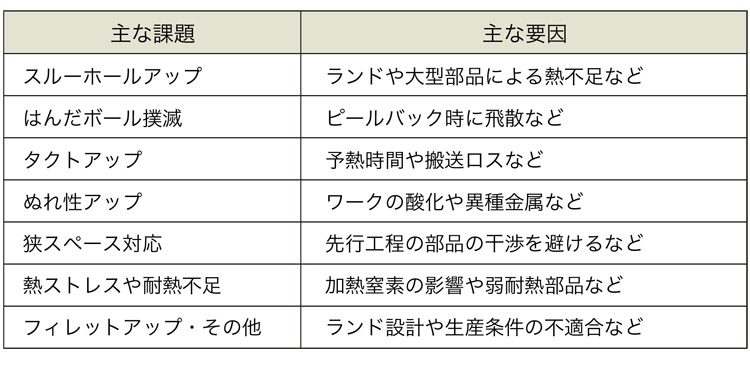
表1 セレクティブはんだの主な課題と要因
②市場動向と開発背景
市場では、自動車関連のEVやPHVが主流となり、産業機器を含め、実装基板の多層化や大電流化が進んでいる。表1の課題に示すように、熱容量の大きな基板へのはんだ付けが増加している。当社の主力製品であるセレクティブフローによる自動化は多くのユーザーから好評を得ているが、さらなるスルーホール上がりを改善したいという意見が寄せられている。
特に、基板の熱容量が大きい部品や基板は不利であり、要因としてはフラックスの塗布不足などもあるが、根本的には熱不足によってスルーホールの途中ではんだが凝固してしまうことが主因である。プリヒート強化のため、ヒータの出力アップや加熱効率の改善など各種検討した。しかし、効果が少ないだけでなく時間が長くなり、生産タクトに悪影響を及ぼすこともある。また、パターンやランドの温度上昇より基板樹脂部や、近傍の熱容量の小さい個所への熱ストレスが問題となる。そこで、はんだ付けされる母材(パターン、ランドなど)や部品電極リードの加熱効率をアップさせる発想に切り替え、誘導加熱(いわゆるIH加熱)による検討を始めた。
昨今では、誘導加熱によるはんだ付けが製品化されつつある。IHはんだ付けでは、パターンや部品電極を加熱(発熱)させ、金属である供給した糸はんだ(やに入りはんだ)を溶融させる方法である。しかし、効率良く加熱することで省電力化できる一方で、被加熱物の電極を挟む必要があるため、コネクタなどの複数列の端子を同時にはんだ付けしにくいという弱点がある。これは、セレクティブフローのメリットがIHはんだ付けでは活かせないことを意味する。そこで、当社の主力製品であるセレクティブフローとIHを併用することで、双方のメリットを活かす方法の開発に着手した。
- 会社名
- (株)弘輝テック
- 所在地
- 埼玉県川越市芳野台2-8-40



.gif)



-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社