



各はんだの組成により融点は異なるが、トップ温度は融点+10℃以上で上記の温度プロファイルでは約245℃設定にしている。
この条件は3銀も1銀はんだも同じ温度条件で実装することができる。
それぞれ、はんだ組成の違いからその融点が異なるはんだであるが、フラックスが劣化する前にはんだの融点まで昇温させることではんだは十分ぬれている。
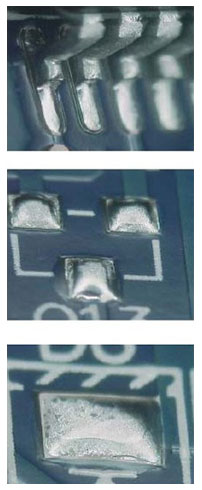
低銀はんだも、銀なしはんだも、同じ温度プロファイルでの実装が可能で、ぬれ性や環境試験でも組成の差による強度差は別にすれば特に問題はなく、低銀はんだの採用による部品の耐熱性をさらに上げる必要は特にはみられない。図4、図5、図6
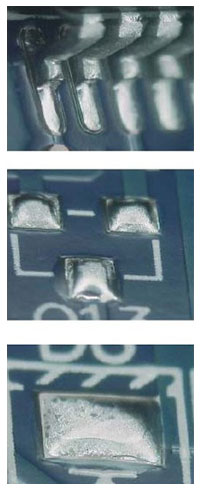
図4 1銀系はんだ

図5 0.3銀系はんだ
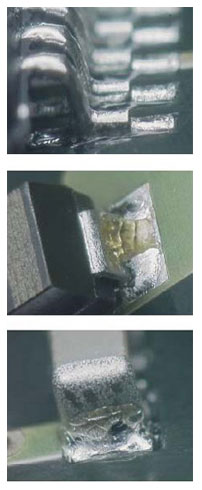
図6 Sn-Cu-Ni系はんだ
ただし、はんだが固まる時間が遅れることでボイドや部品のずれ、特にフローのディスクリート部品ではスル—ホールとリード間の隙間が大きいものでは部品が動く可能性があり注意が必要である。
今回は、ボイドに関しては特に問題になりそうな形状のものがなく、発生は無視して良い程度だった。
糸はんだに関しては、銀なしはんだが従来から3銀はんだの後付けや修正にも広く使用され、実績はあるが、あまり公表されていない。使用にあたっては特に問題はない。
また、フローの棒はんだに関しても、早くから銀なしはんだが広く使用されているので、メーカーにデータが蓄積されており、量産での使用方法も確立しているものと思われる。
■ 評価結果
○断面観察
断面検査の結果、すべてのサンプルのぬれ性は要求を満たしていた。
IMC(金属間化合物)はその厚さは1?2μmであった。これはすべての鉛フリー、鉛入りのサンプルに共通だった(一般的なIMCの厚さは0.5?4μm)。
○せん断試験
せん断した位置からはんだ付け強度はチップコンデンサと基板ランドの接合強度よりも強いことを示している。
○接合強度試験
1銀はんだと3銀はんだのチップコンデンサと基板のコーティングの接着強度は十分強かった。
○X線評価
すべてのサンプルが、IPC規格(ボイドの量ははんだ接合部量の25%以下と規定されている)を満たしていた。1銀はんだと3銀はんだとでは差異は見られなかった。
- 会社名
- 実装技術アドバイザー
- 所在地







-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社




