最近では、銀の価格の問題から、低銀はんだの検討が進められている。中国ではすでに使用が進んでいるが、もともと、鉛フリーはんだが検討されはじめた2000年初期から銀不足することはいわれてきたことで、当然、価格問題が起こることは予想されていた。経済面からみると、当初から3銀と並行して低銀や銀なしも検討すべき課題であった。
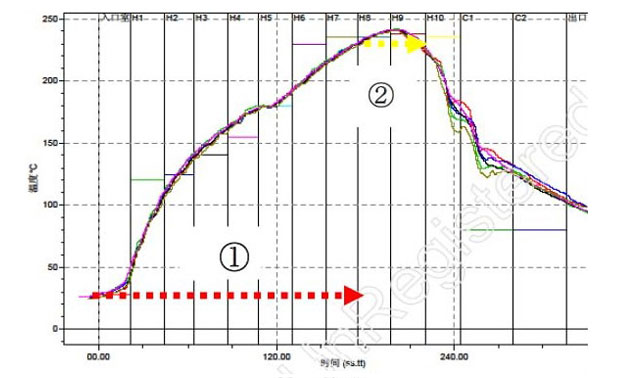
図1 Sn-1.0Ag-0.7CuとSn-3Ag-0.5Cuのプロファイル
技術的には、現在の3銀の鉛フリーはんだも当初いわれてきた材料の融点が40℃近く上がるため、プリヒートを高くする必要があり、それに伴って装置も大型炉が必要とされてきた。
現実には、4ゾーンから8ゾーン程度の中型炉でも十分実装できることが理解されている。
今回の低銀はんだも、メーカーからいろいろな提案が出ているが、現場における量産ではあくまでも製品に合わせた実装条件とその検証方法を見出すべきである。
量産現場におけるはんだ付け条件は、材料の融点より使用フラックスの熱反応に注意すべきでトップ温度ははんだの融点+10℃以上を保持し、融点以上ははんだの個体から液体に変わる潜熱領域は変わらないので、基板や部品の熱容量(現行の鉛フリーはんだとさほど変わらない)に合わせる。リフロー炉の大きさに比べ、基板や部品の大きさ、さらには各部品リードに必要とされるはんだ量を考慮した温度プロファイルを検討することになる。
低銀はんだで問題とされるのはその融点が上がることで、部品の耐熱性を現行よりさらに高くする要求がでる可能性がある。
低銀はんだではその固相温度と液相温度の差が7℃から10℃近くに広がる(現行品は2℃の差)ので、量産時は冷却過程でも直ぐには固まらない点に注意する必要がある。
図1、図2、図3に、各はんだのプロファイルを示す。室温からはんだ融点(①)までは、フラックスの熱反応で決まり、融点以上(②)は、基板や部品の熱容量で決まる。
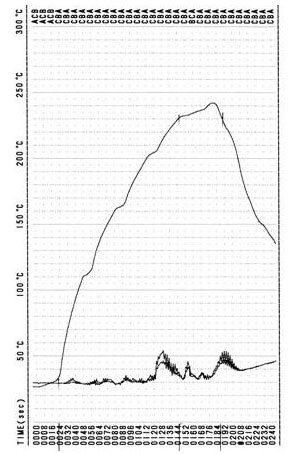
図2 Sn-Cu-Ni 系はんだ
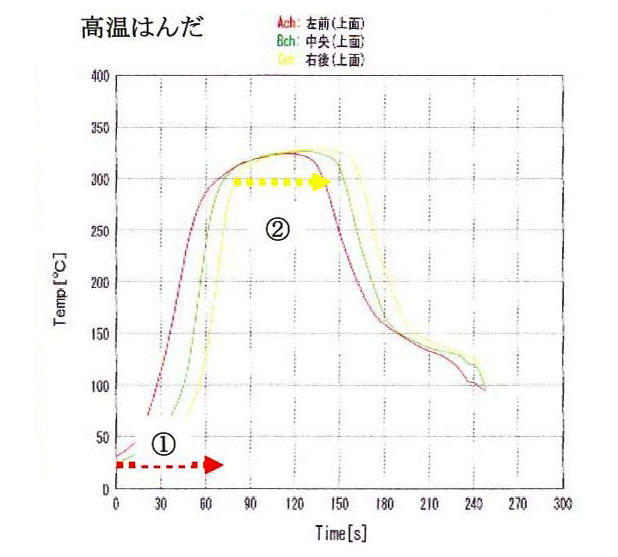
図3 高温はんだ
- 会社名
- 実装技術アドバイザー
- 所在地



.gif)



-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
話題のGlass PKG実装技術の動向 〜先端電子部品への応用と 最新のCuダイレクトめっきGWCについて〜 Grand Joint Technology Ltd 大西 哲也(T. Onishi)Gichoビジネスコミュニケーションズ株式会社