



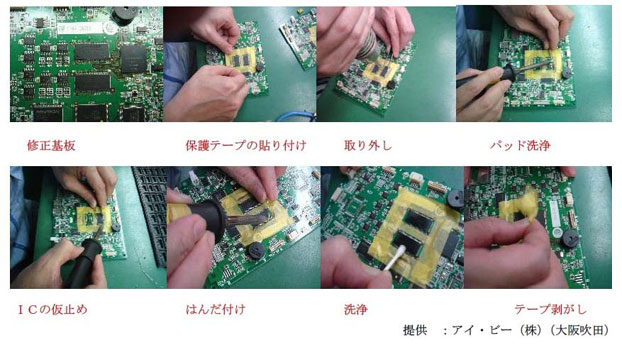
4.多層基板や大きな熱量を必要とする部品・基板
多層基板や熱量を多く必要とする部品や基板では、安易にこて先温度を上げてしまうとフラックスが劣化し、ぬれ性がよけいに悪くなる可能性がある。また、基板ランドも損傷しやすく、注意が必要である(図10、図11)。
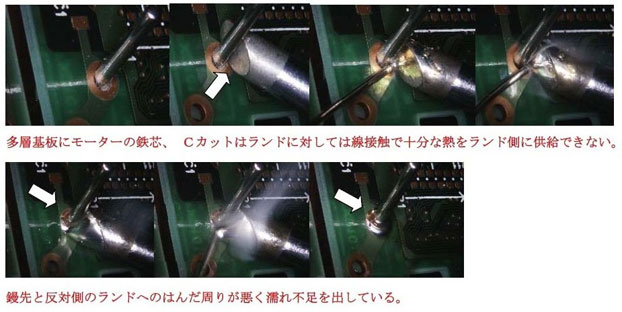
図10

図11
5.基板への熱伝達に影響するこて先形状
図12は、こて先温度が低いわけではなく、先端の細いこて先では蓄熱量が少なく基板側に大きな熱量が逃げ、急激な温度低下を起こし、はんだが溶けない。こて先上側の太い部分は蓄熱量が多く、まだはんだを溶かす熱量(こて先温度)を保持していることが分かる。
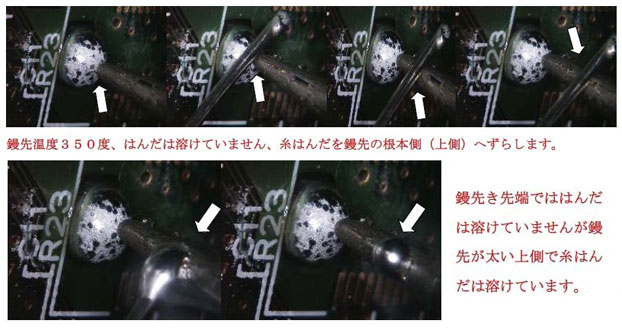
図12
手作業のマニュアルはこて先温度のみではなく、こて先先端の形状やめっき及びはんだの送り手順や位置まで考慮する必要がある。
往々にして、量産現場では、作業の速さは注目されるものの、作業品質については作業員任せになっていることが多く、また工場出荷後の品質に関して、作業員が理解していないというケースが見受けられる。最近は作業指導者が作業手本を見せる技量を有していないということからなのか、作業改善という観点から見ると手はんだが一番遅れており、かつ品質面での疑問が多いものとなっている。
そこで、作業に合わせたこて先を検討するということが、比較的経験の少ない作業員であっても手早い作業を可能にするのである。作業に合わせたこて先を選択することは基本であるが、量産現場では往々にして、一つのこて先でいろいろな修正作業を行い、かつ一旦修正した箇所を拡大鏡程度での確認で終わってしまっているようである。
特に、量産の作業現場では速い作業が求められ、また手早い作業員が優秀と評価されているが、修正による市場クレームが多いのも事実である。量産の手作業が激減したといわれる国内でも、熟練した作業員がまだ多く残っているが、大半の工場ではその技能の引き継ぎがスムーズに行われていないのではないだろうか。個人の技能として抱え込んでしまっていて、工場全体のノウハウになっていないというケースがよく見受けられる。
高度な技能については、マニュアル化では教え込むことが難しいので、作業者の手元を動画に撮ってその作業を確認させ、自信をつけさせることで、従来より速く上達させることができる。特に海外工場では効果を発揮する。
海外の携帯電話の大手各社でも、コネクタの修正にあたってはフラックスの使用を禁止しているが、スマートフォンのような微細な部品を用いた基板では修正ができなければ実装基板そのものを破棄されることになるので、今後ますます手作業の品質改善の取り組みは重要な指導項目になる。
- 会社名
- 実装技術アドバイザー
- 所在地



-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
アレムコの導電性/熱伝導性接着剤,コーティング材,グリースのことなら(株)エス・エス・アイ株式会社エス・エスアイ
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
SEMICON Japan 2023 2023年12月13日(水)〜15日(金)の3日間、東京ビッグサイトにおいて、半導体を中心としたマイクロエレクトロニクスの製造を支える装置/材料産業の総合イベントであるSEMICON Japan 2023が開催された。Gichoビジネスコミュニケーションズ株式会社





