


テクニカルレポート
2014.06.03

量産現場における良否の判定方法良品づくりのリフロー炉の操作方法と現場の人材育成方法 ③
実装技術アドバイザー
本稿は、本サイトに掲載した実験についてさらに(有)コンコード電子工業(大阪府門真市)と共同の追加実験を行った、その結果を紹介するものである。
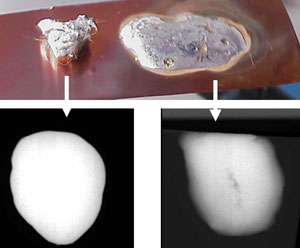
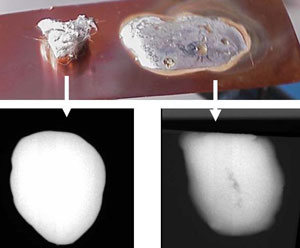
図1 はんだ屑を銅片上に載せ加熱した様子
図1は、はんだ屑を銅片上に載せ加熱したものであるが、右側にはフラックスを塗布している。フラックスがなければ、はんだは溶けてもぬれ広がりらないことがわかる。下はX線写真であるが、共にボイドはない。このことから、ボイドの一番の発生原因はフラックス内の溶剤(塗布したフラックスはフロー用のもので溶剤はIPAのみであり、沸点は82℃)であることが推測される。
実際のリフローにおいては、基板の吸湿によるガスやランド表面、リード表面からのフラックスの働きによるガスなどがあるが、やはりフラックス内の耐熱性の高い溶剤の気化によるガスが一番大きな要因となる。リフロー時はこのガスがフィレット内の取り残されないように下部ヒータを高目にして、お湯を沸かすように下からフィレット表面にガスを押し上げるようにして対応する。
1. ボイド対策実験①
酸化させた基板の3ヶ所にはんだを印刷して、2回リフローした。1回目は印刷後にリフローし、ボイドの観察を行った。引き続いて2回目のリフローを行い、ボイドを観察したが、ボイドに多少の移動があるものの、その数や大きさにさほど変化は見られない(図2)。
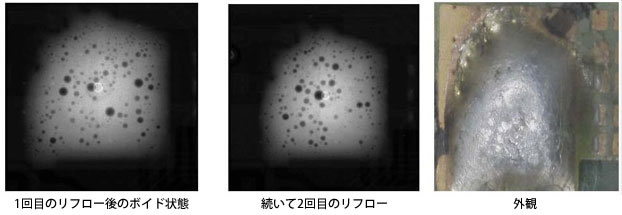
図2
図3は、1回目のリフロー後に液状のフラックスをフィレット上から塗布し、2回目のリフロー後にボイドの観察をしたものであるが、最初のフラックスなしと変わらない。
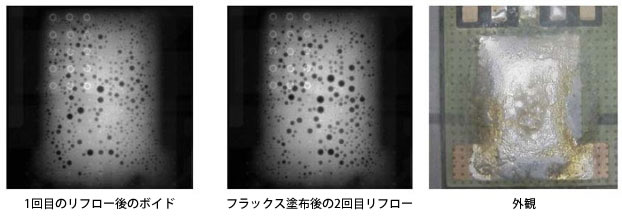
図3
- 会社名
- 実装技術アドバイザー
- 所在地



-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
アレムコの導電性/熱伝導性接着剤,コーティング材,グリースのことなら(株)エス・エス・アイ株式会社エス・エスアイ
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
SEMICON Japan 2023 2023年12月13日(水)〜15日(金)の3日間、東京ビッグサイトにおいて、半導体を中心としたマイクロエレクトロニクスの製造を支える装置/材料産業の総合イベントであるSEMICON Japan 2023が開催された。Gichoビジネスコミュニケーションズ株式会社





