




1. はじめに
パワーデバイスの封止材は、デバイス内部構造の物理的保護や絶縁性の確保、構成部材の接合界面の応力緩和等の役割を担っている。
また、SiC製の半導体チップを搭載したパワーデバイスの封止材には、200℃以上の耐熱性や、800V以上の耐圧性能が求められ、様々な封止材の開発が進んでいる?¹?。
封止材の実力は、実際にパワーデバイスを封止した状態で、パワーサイクル試験を行うことで評価できる。
今回は、シリコーンゲルとエポキシ樹脂で封止した材料評価用パワーデバイスを用いて、両封止材の性能を評価した事例を報告する。
2. パワーデバイス向け封止材に求められる性能
パワーデバイスにおいては、特に構成部材(パワー半導体チップ(以下、「チップ」)、チップ接合材(以下、「接合材」)、ワイヤ、絶縁板、ケース)の接合界面の応力緩和が重要である。
構成部材の接合界面の応力を緩和しないと、パワーデバイス動作時の通電加熱~冷却(パワーサイクル)の過程で、接合界面が破壊されてしまう。
接合界面に生じる応力は、各構成部材の有する線形膨張率と弾性率に依存する。
図1にパワーデバイスの構造と各部材の線形膨張率と弾性率をまとめた。
.jpg)
図1 パワーデバイスの断面構造と線形膨張率
線形膨張率とは、温度上昇に伴って物体の体積が膨張する割合を示すものである。
接合された材料間に線形膨張率の差が存在すると、温度上昇に伴って接合界面に応力が生じ、やがては界面剥離へとつながる。
接合材料間の線形膨張率差が小さい程、接合界面に生じる応力は小さくなる。
弾性率は、物体の変形のしにくさを表す。
温度上昇によって接合界面に生じた応力に対し、材料がどれだけ追随して変形できるか、という指標である。
接合界面に生じる応力は、線形膨張率差と弾性率と温度変化量の積で表すことができる?¹??。
従って、パワーデバイスの構成部材のほとんどと接する封止材は、応力を低減するという目的の上では、各部材固有の線径膨張率との差が小さく、弾性率が小さい(変形しやすい)ことが望ましい。
パワーデバイスの封止材には、線形膨張率が大きいものの、弾性率が小さいため非常に柔らかく、密着性が良い、シリコーンゲルが広く用いられている。
しかしながら、耐熱性が低く、200℃以上の高温環境下では、シリコーンゲルのメチル基の熱分解から始まる酸化反応が原因で硬化し、弾性率が増大する?¹¹,¹²?。
200℃以上の高温動作を必要とするデバイスを封止するために、エポキシ樹脂を始めとする、より高機能な封止材の開発が進められている。
エポキシ樹脂は、シリコーンゲルに比べて耐熱温度や絶縁性が高く、耐湿性が高いというメリットがあるが、弾性率が大きいため硬い。
従って密着性が悪くなる可能性があり、密着が不完全な個所から腐食性ガスや水分が侵入し、劣化が加速する。
大型で、200℃以上の高温動作を必要とするデバイスでは、密着性が改善されたエポキシ樹脂で封止した製品も存在する?¹²?。
3. 材料評価用パワーデバイスを用いたパワーサイクル試験による封止材性能評価
1.デバイス構成
使用したデバイスの構成を表1に示す。
.jpg)
表1 材料評価用デバイスの構成材料
シリコーンゲルで封止したデバイス(以下、「SG封止デバイス」)と、エポキシ樹脂で封止したデバイス(以下、「EP封止デバイス」)の2種類を、東芝ビジネスエキスパート株式会社の協力により製作した。外観を図2(a)、(b)に示す。
.jpg)
図2 試験前のデバイス外観
また、使用したシリコーンゲルおよびエポキシ樹脂の物性を表2に示す。
.jpg)
表2 封止材の特性
2.パワーサイクル試験条件
パワーサイクル試験条件を表3に示す。
.jpg)
表3 パワーサイクル試験条件
試験温度⊿Tjへの依存性を評価するため、⊿Tj=75℃、125℃、150℃で実施した
3.封止材の違いによるパワーサイクル試験結果
SG封止デバイスおよびEP封止デバイスの、試験温度⊿Tjに対する故障までのパワーサイクル数、すなわち寿命のプロットと、近似線を図3に示す。
.jpg)
図3 試験温度⊿Tjに対する故障までのパワーサイクル回数
⊿Tj=75℃ではEP封止デバイスの寿命の方が長いが、⊿Tj=125℃および150℃ではSG封止デバイスの寿命の方が長く、関係が逆転している。
また、SG封止デバイスのプロットは一成分の指数関数で近似できそうだが、EP封止デバイスのプロットは、⊿Tj=75℃~125℃の範囲で大きく変化するような形状の近似線を用いる必要がありそうである。
これらの点から、SG封止デバイスはいずれの⊿Tjに対しても一定の故障モードで故障しており、EP封止デバイスは⊿Tj=75℃付近と⊿Tj=125℃~150℃付近では異なる故障モードで故障しているものと推測される。
以降、両デバイスの故障モードに着目した評価の経緯を示す。
4.故障モード
試験後の両デバイスの外観を確認すると、SG封止デバイスでは、どの⊿Tj条件でもワイヤ切断、あるいはワイヤ外れが見られた(図4)。
.jpg)
図4 パワーサイクル試験後のSG封止デバイスの様子(⊿Tj=75,150℃)
一方、EP封止デバイスでは、⊿Tj=75℃では、チップ周辺部のみの樹脂の剥離とワイヤの脱離が観察された(図5①・②参照)。
また、⊿Tj=150℃では、チップ周辺の樹脂が変質し剥離して大きなボイドが形成され、そのボイドからクラックが派生していた(●図5③・④参照)。
.jpg)
.jpg)
図5 パワーサイクル試験後のEP封止デバイスの断面観察像(①・②:⊿Tj=75℃、③・④:⊿Tj=150℃)
以上の故障モードを表4にまとめた。
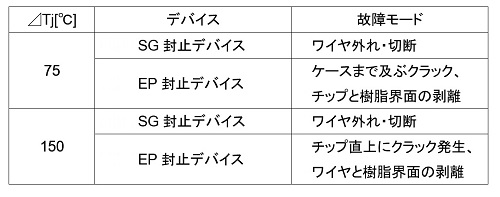
表4 ⊿Tj=75,150℃における各封止材のデバイス故障モードのまとめ
以上より、両デバイスの故障モードについて考察する。
⊿Tj=75℃では、SG封止デバイスは、シリコーンゲルとチップおよびワイヤとの線形膨張率差に起因する応力によってワイヤが外れ、残存ワイヤの電流密度が急増したことによって切断に至ったと推察される。
EP封止デバイスは、エポキシ樹脂の弾性率の高さにより、チップや絶縁板との密着性が悪化し、エポキシ樹脂ごとワイヤが剥離し、更に剥離部分からクラックが発生したと考えられる。
⊿Tj=150℃では、SG封止デバイスは、⊿Tj=75℃同様のプロセスを経てワイヤ外れが起きたと考えられる。
EP封止デバイスは、⊿Tj=75℃よりも大きい試験電流が長時間印加されたため、チップの発熱によりチップ近傍のエポキシ樹脂がガラス転移温度(213℃)を超えて変質し、チップおよびワイヤ周辺を中心に樹脂が変質してボイドが形成され、そのボイドからクラックが発生したと考えられる。
実際に、パワーサイクル試験中のジャンクション温度最大値Tjmax(チップ表面温度)の推移を確認すると、図6に示すように、故障に至る2,000cyc付近から213℃を超過していることが判る。
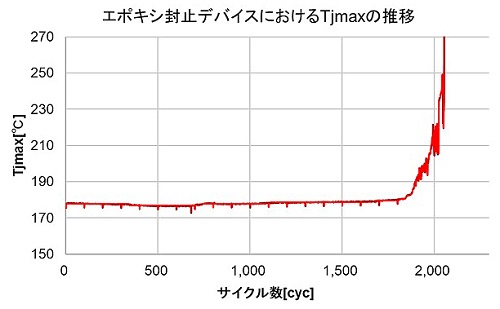
図6 パワーサイクル試験中におけるTjmaxの推移(EP封止デバイス⊿Tj=150℃)
なお、ワイヤの通電時の自己発熱による樹脂の劣化も疑われたが、ワイヤを断面積S(mm2)、長さL=10(mm)、体積抵抗率ρ、熱伝導率κの棒状通電部材と考え、試験電流I(A)を流した時の発熱温度⊿T=(I²L²ρ/S²κ)を計算したところ、およそ57℃?¹³?となる。
従って、今回の故障モードである樹脂の変質は、ワイヤの発熱ではなく、チップの発熱によるものであると考えられる。
以上より、両デバイスの故障メカニズムを図7に示した。
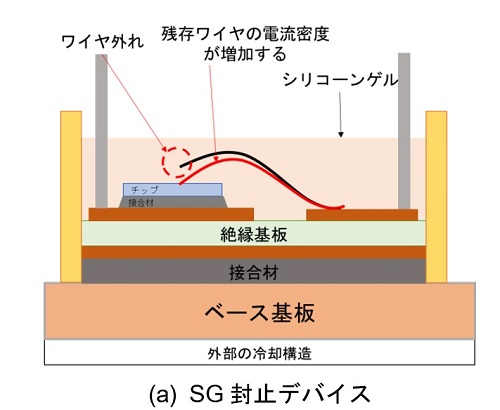
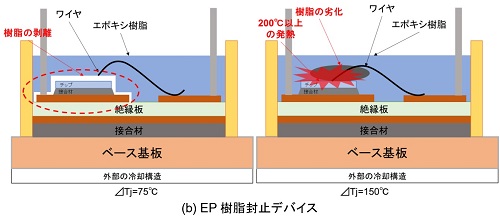
図7 封止材の種類による故障モードの違い
パワーサイクル寿命の⊿Tj依存性から類推される故障モードが実際に確認できたとともに、封止材の種類と⊿Tjに応じて異なる故障モードを示すという興味深い事実が確認できた。
4. おわりに
今回は、封止材の種類と⊿Tjによって、様々な故障モードが発現することを紹介した。
封止材のパワーデバイス内における実際の振る舞いについて、少しでも参考になれば幸いである。
次回はパワーデバイスの故障解析において有用となる、過渡熱抵抗測定について、紹介する予定である。
<参 考 文 献>
1)熊本 玄昭 ~SiC,GaNのニーズに答える実装技術~使用温度域を高温まで拡張させた高信頼性モールド樹脂 応用物理学会・先進パワー半導体分科会第11回テキスト,p.85,(2018)
2)菅沼 克昭 SiC/GaNパワー半導体の実装と信頼性評価技術,日刊工業新聞社, 78, 119,(2014)
3)松村 唯伸, 山本 剛 : 鉛フリーはんだによるアセンブリ技術,FUJITSU.56,6,548, (2005)
4)モメンティブ・パフォーマンス・マテリアル・ジャパン合同会社 TSE3051データシート
5)寺田 幸平 炭素繊維強化プラスチック熱可塑性プラスチック― 現状, 応用分野及び課題―, 精密工学会誌, Vol.81 No.6,(2015)
6) https://www.toishi.info/metal/young_list.html
7)山田靖 違法熱伝導性ボンディングフィルムを用いたパワー半導体モジュール 第26回エレクトロニクス実装学会春季公演大会 9C-11
8)https://www.kyocera.co.jp/prdct/fc/list/tokusei/gousei/
9)https://www.kda1969.com/materials/pla_mate_pps2.htm
10)豊岡幸太郎 シリコーンゲルの自動車分野への展開 高分子48巻 6月号p.426(1999年)
11)多谷本・福本・松嶋・藤本 低弾性中間層を導入した硬質樹脂封止型パワーモジュール内部の応力- ひずみ評価スマートプロセス学会誌 第8 巻 第5 号(2019)
12)塩田 裕基ら パワーモジュールの絶縁信頼性を支える絶縁評価技術 三菱電機技報 Vol.91 No.7 (2017)
13) 神戸製鋼技報/Vol. 65 No. 2 p.35(3)式(2015)
- 会社名
- (株)ケミトックス
- 所在地



-
真空リフロー、N2リフロー、エアリフローのことなら、エイテックテクトロン(株)にお任せください。フラックスレス真空リフロー装置販売開始!エイテックテクトロン株式会社
-
アレムコの導電性/熱伝導性接着剤,コーティング材,グリースのことなら(株)エス・エス・アイ株式会社エス・エスアイ
-
独自の加工技術とノウハウで様々な材料にチャレンジ 〜色々なアイデアを生み出して研究者をサポート〜 ムソー工業株式会社 代表取締役 尾針 徹治 氏Gichoビジネスコミュニケーションズ株式会社
-
SEMICON Japan 2023 2023年12月13日(水)〜15日(金)の3日間、東京ビッグサイトにおいて、半導体を中心としたマイクロエレクトロニクスの製造を支える装置/材料産業の総合イベントであるSEMICON Japan 2023が開催された。Gichoビジネスコミュニケーションズ株式会社





